درباره ماشین آلات پرس
پرسکاري یکی از قدیمی ترین فرایندهاي صنعتی است،زیرا گذشتگان بسیار دور ازاین فرایند به تولید خشت اقدام کرده یا سکه هاي خود را ضرب میکردند. البته وسایل آنان (پرس) بسیار ساده و فقط شامل یک اهرم بسیار ساده بود اما امروزه فرایند پرسکاري شامل انواع کارهاي شکل دهی مواد و فلزات، سوراخ کردن، کشیدن، خم کنی، حکاکی، پرچ زنی، برش قسمت هاي اضافی، جفت کردن قطعات و صاف کردن سطوح فلزات بااستفاده
از قالب هاي ضربه زننده می شود.
صنعت پرسکاري را می توان از شاخه هاي بزرگ صنایع دانست. بطور کلی حدود 80 % تولیدات
صنعتی به نوعی با صنعت پرسکاري در ارتباط بوده و صنعت پرسکاري تکمیل می شود.عملیاتی هاي که با پرس می توان انجام داد شامل برشکاري، قیچی، اتو کردن، همینگ کردن، شکل
دادن و...
انواع پرس و عملکرد آنها
انواع پرس بر اساس ساختمان
پرس هاي C شکل
پرس هاي چهار ستونه
انواع پرس بر اساس تناژ عملیاتی
پرس هاي سبک ( از 1 تن تا 315 تن)
پرس هاي سنگین ( بیش از 315 تن)
انواع پرس براساس عملکرد یا نیروي راه اندازي
پرس هاي دستی
پرس هاي مکانیکی
پرس هاي هیدرولیک
پرس هاي پنوماتیکی
اجزاء اصلی پرس ها
فریم پرس: از مهم ترین خصوصیاتی که بدنه پرس باید داشته باشد، آن است که از نظر خمشی و پیچشی پایدار باشد تا بتواند نیروي استاتیکی و دینامیکی وارد بر دیواره را با اطمینان تحمل کند و ظرفیت تحمل ارتعاشی بالایی باشد. عواملی مانند نیروي پرسی، ابعاد قالب، قابلیت دسترسی و درجه دقت مورد نیاز در طراحی و ساخت بدنه پرس مهم می باشد.
پرس هاي با نیروي پرسی 4000Kn بصورت دروازه اي ساخته می شوند.
فریم پرس اغلب از جنس چدن خاکستري ساخته می شوند.فریم یا بدنه پرس شامل سه قسمت تاج، بدنه و پایه می باشد.
- محرك اسلاید: اسلاید توسط سیستم محرك واقع در تاج پرس حرکت و نیروي هاي لازم براي فرمینگ و بلنکینگ قطعه را به منتقل می کند.
در پرس هاي مکانیکی نیرو توسط شاتون ها به اسلاید منتقل می شود، در حالی که در پرس هاي هیدرولیک این نیرو از طریق سیلندر هاي هیدرولیک به اسلاید انتقال می یابد.
سیستم محرکه پرس هاي عملیات کشش عمیق:
براي فرم دهی فلزات از پرس هاي یک و دو مرحله اي استفاده می شود. در پرس هاي دو مرحله اي علاوه بر اسلاید کشش داراي یک اسلاید ورق گیر جداگانه نیز می باشد که محرك هر دو اسلاید در بالاي پرس قرار دارند
کوشن هاي کشش: وظیفه کوشن کشش در پرس هاي مکانیکی و هیدرولیکی نگه داشتن بلنک طی عملیات کشش عمیق است و از ایجاد چروك در عملیات فرم دهی جلوگیري می کند و همچنین به عنوان بیرون انداز قطعه نیز عمل می کند
سمبه و ماتریس: صفحاتی است که قالب به ان بسته می شود و ماتریس کف پرس می باشد و سمبه حرکت رفت و برگشتی دارد.
موتور محرك و چرخ طیار (Fly Wheel)
در پرس هاي بزرگ سیستم محرك اصلی توسط موتور DC هاي سه فاز با فرکانس کنترل شده شرایط تولیدي مختلفی را ایجاد میکند. میزان خروجی پرس که با توجه به نیرو، کورس، سرعت اسلاید و با احتساب انرژي تلف شده به دست می آید.سیستم محرك DC با خاصیت الاستیک بالا قادر است افت سرعت چرخ طیار ار تا 20 % در هر ضربه جبران کند حرکت چرخ طیار توسط موتور اصلی و از طریق تسمه تخت یا شکل ایجاد می شود، زمانیکه موتور اصلی خاموش شود، v چرخ طیار در زمانی به اندازه ماکزیمم 30 ثانیه توسط ترمز معکوس موتور و ترمز پنوماتیک اضافی بطور کامل متوقف می شود
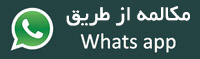
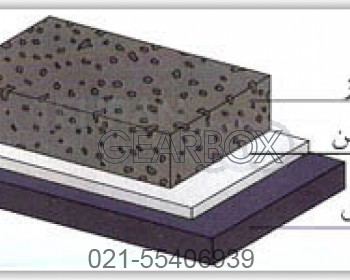
کلاچ و ترمز: یکی از مشخصه هاي اصلی پرس مکانیکی کلاچ آنها است که براي انتقال گشتاور
نیرو موتور و چرخ طیار به محور چرخ دنده ها بکار گرفته می شود و با رها نمودن کلاچ به عنوان ترمز براي کاهش شتاب اسلاید، چرخ دنده ها و کفشک بالایی استفاده کرد.
در حالتی که پرس تک ضرب است اجزاء پس از حرکت دورانی باید بطور کامل متوقف شوند، این زمان براي پرس هاي بزرگ بین 200 تا 300 میلی ثانیه و براي پرس هاي بزرگ 100 تا 150 میلی ثانیه است.

























.jpg)





























